by muddyfeet
An exercise in sclulpting design turned into something quite enjoyable.
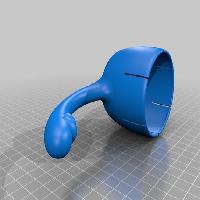
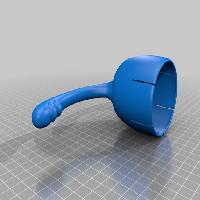
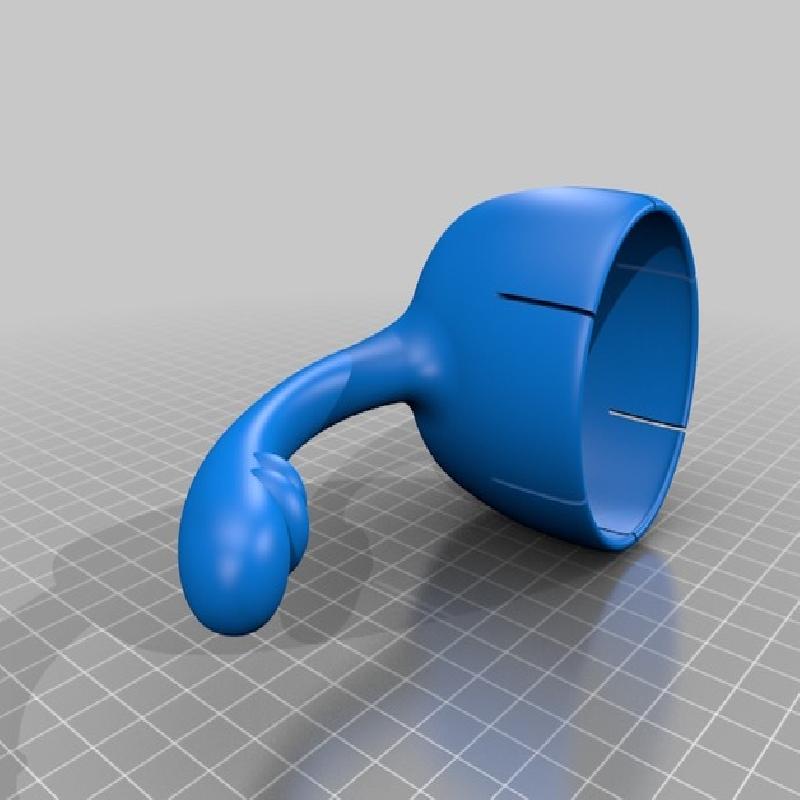
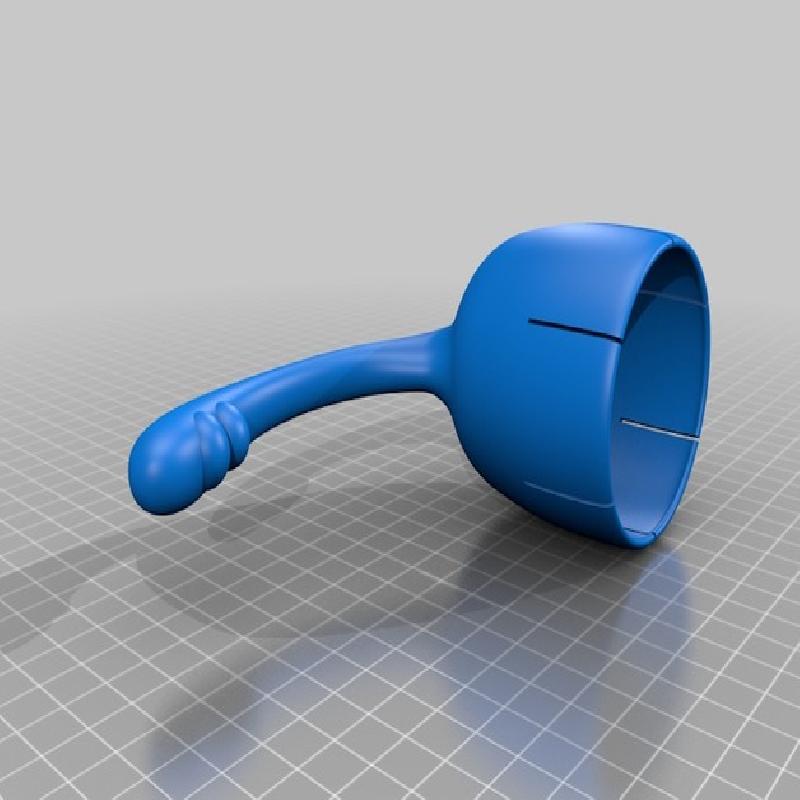
This fits on the cordless wand (HV-270). There is one thing with an arm at 90degrees that can be utilized with a friend, and one at 50degrees if you are by yourself.
The included cylinders may aid in printing (see print notes below).
Remember that printed parts (no matter the resolution detail) have hundreds of layer lines, crevices, and surface imperfections. This makes anything printed incredibly difficult to clean and sanitize, so these parts do need finishing. PETG or PLA or Nylon should be coated with latex, silicone, epoxy resin, or some other non-porous material before interior body contact. Alternatively, print in ABS and smooth with acetone. Or, just cover the thing with some sort of widely-available roll-on disposable latex barrier.
Supports:
Yes
Resolution:
.2mm - variable
Infill:
30% for part, 0% for support cylinder
Filament: Hatchbox PETG
Notes:
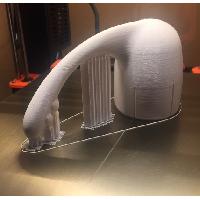
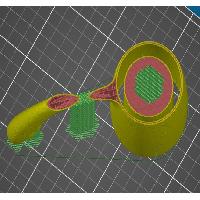
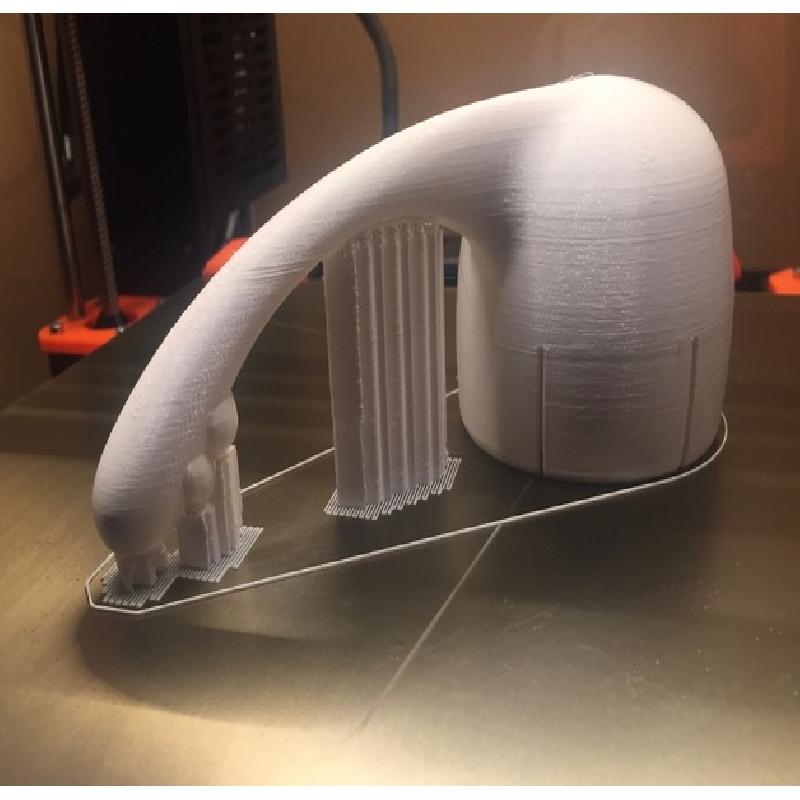
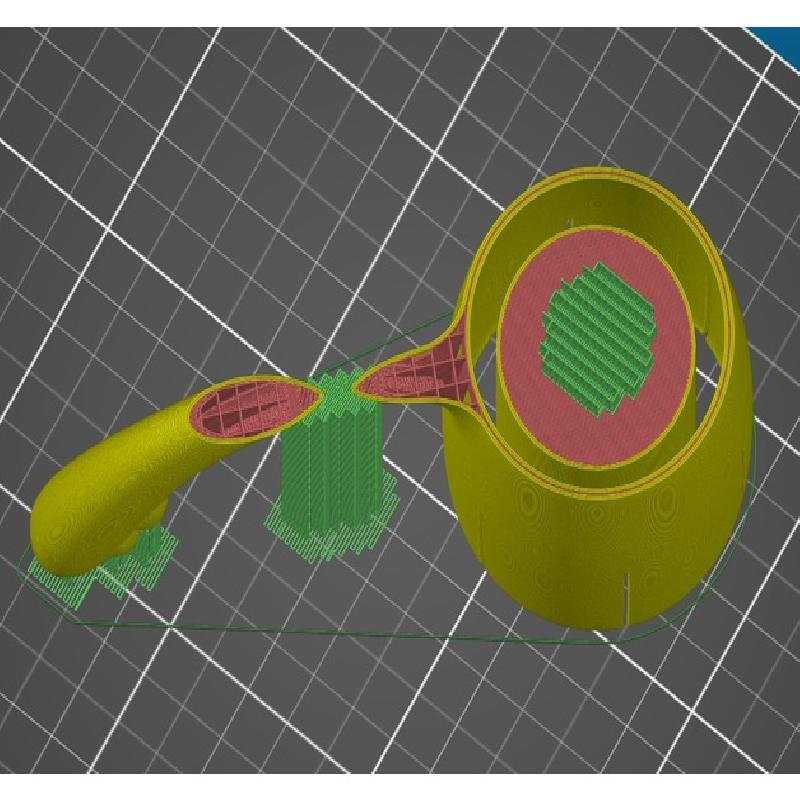
The obvious orientation to print these lissome angle of 'cup-side-up' to minimize or even eliminate supports, but I had difficulty with this due to the very gentle upward slopes of the cup and arm. Interestingly, I had the best results printing both with 'cup-side-down' and using slic3r-generaed supports at the 25deg setting. That ends up being a lot of supports, so I made a cylinder to be printed inside the cup of each part that speeds up print time. Slic3r can print both together and slice the (cylinder only) to have 0%infill. Supports will be generated on top of the hollow cylinder to support the round part of the cup.
The pictured draft-quality things were printed with a .4mm nozzle at .2mm layer height, transitioning to .1mm layers only at the very top of the cup/curve using slic3r.